

Kirksite Tooling

Kirksite is a zinc-based alloy that is used to create prototype and short run production tooling for automotive and aerospace parts. Kirksite tooling machines easily and the die surfaces can be polished to a smooth finish. Our in-house kirksite foundry enables us to keep the entire process under our roof, from tooling to finished part. This allows us to produce tooling and incorporate changes very quickly to meet your tight time frames.
Our foundry tooling equipment includes:
- Three Limberg MPH foundry furnaces with a 14,000 lb capacity
- One Limberg MPH feeder pot furnace with a 1,000 lb capacity
- Caster AR-Cel 300 air set sand machine
- 25 Ton overhead gantry crane
- 10 Ton overhead gantry crane
Kirksite has a rich manufacturing heritage and our in-house foundry tool capabilities allow us to create lower cost, quicker, minimal finishing castings on-site. We have a pour capacity of over 750,000 lbs a month with the ability to pour up to a 35,000 lb single casting.
Kirksite Metal Properties

Kirksite is a unique metal originally created to make tool dies. It is a lower cost option that requires minimal finishing and creates a very accurate cast.
- Ultimate tensile strength: 35,000 psi
- Brinell hardness: 100
- Density: 0.25 lb/cu in
- Solidification shrinkage: 0.12”/ft
- Melting range: 717-745◦F
- Casting temperature: 800-850◦F
Our Kirksite Process

Our Foundry employs some of the most skilled tradesman in the industry. Using their many years of experience and vast knowledge, they create accurate molds through four main production stages:
- Prepare and set-up Styrofoam pattern
- Create die cavity with bio degradable binder and sand
- Pour molten kirksite metal to create casting
- Prepare casting for machining operation
Pattern Creation
The first step in our kirksite tooling process is the design phase. Here, your product data is evaluated and the tools that will be used in the forming process are designed. From there, foam patterns are created. These are specially designed to allow for material shrink. Kirksite material expands when it is in a liquid state and contracts when it is in a solid state. Foam patterns are designed expanded to allow for this contraction. This ensures the casting will be the proper size when we machine the final casting. Once the tools are designed in CAD, the mill room cuts the foam patterns adding machine stock for milling the castings. The foam then goes to the foundry for the next stage of the process.
Kirksite Molds
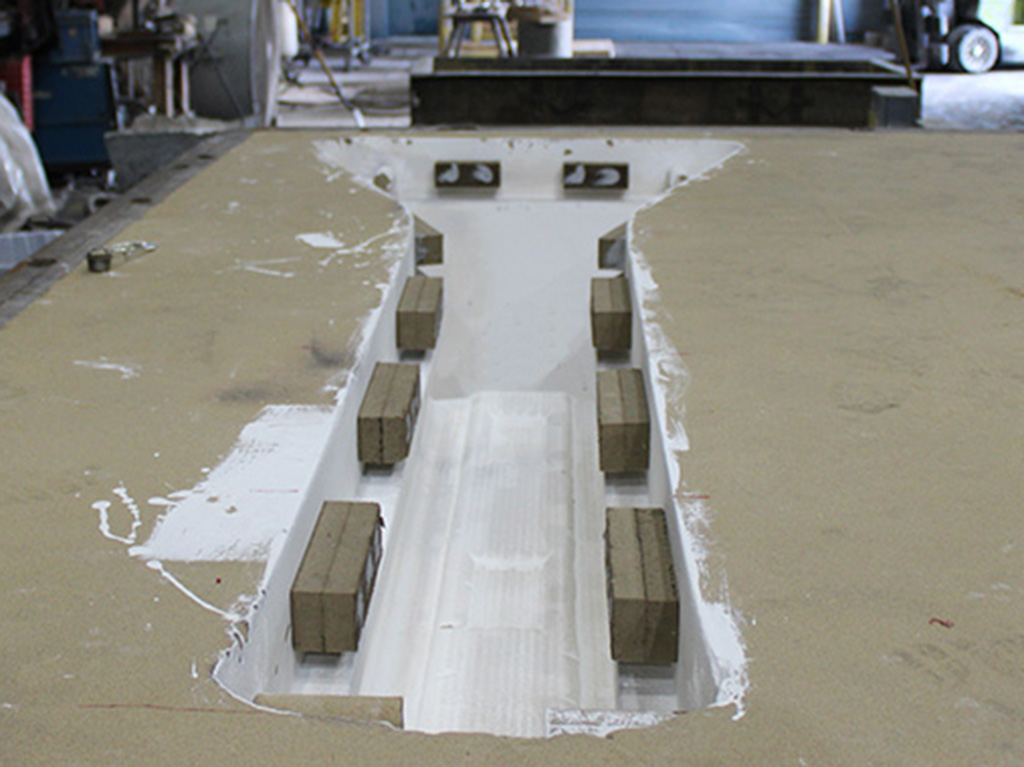
An assortment of steel flasks are used in the molding process. Styrofoam patterns are placed in the flask and sand is added that has been mixed with a biodegradable binder. The sand hardens 30 minutes after being placed in mold. A top plate is added and a crane flips over the flask. After removing the plate, the Styrofoam can then be removed from the now hardened sand mold. Once the cavity is exposed, a sealer is painted or sprayed on the sand mold. This seals the mold preventing thermal breakdown on the surface of the casting. Tie down slots are then added for the mill along with pin cores for safe handling.
Liquid Kirksite & Castings

Next, molten kirksite metal is poured from the bottom of the casting to the top. Torching the surface of the kirksite keeps it molten, eliminating any porosity and making the final die stronger. Curing starts at the bottom of the cavity and moves to the top. As the kirksite starts to harden, shrinking will naturally occur. To ensure that the final die is the correct size, our skilled tradesmen will continually pour kirksite into the mold using ladles. As they are ladling the metal, impurities in the metal will naturally rise to the surface of the die. These impurities, or slag, are removed leaving a pure kirksite die.

Torching starts before the casting has been completely filled to prevent hardening lines and will continue as the die hardens to account for the kirksite shrinkage. It can take as long as 10-12 hours of continuously adding kirksite and torching before a die is complete. This can take as long as 24 hours for some of our larger aerospace programs.
Once the casting has hardened, the box is flipped back over to remove the sand. As the die stands on its own without the insulation of the sand it is able to finish cooling. It will be stored flat to prevent sagging in the casting. Once it is completely cooled and on a cooling plate, the casting is cleaned, removing rough edges and residual sand. The die is then weighed and stamped with the date, weight, and job number for proper identification.
Die Clean Up and Machining
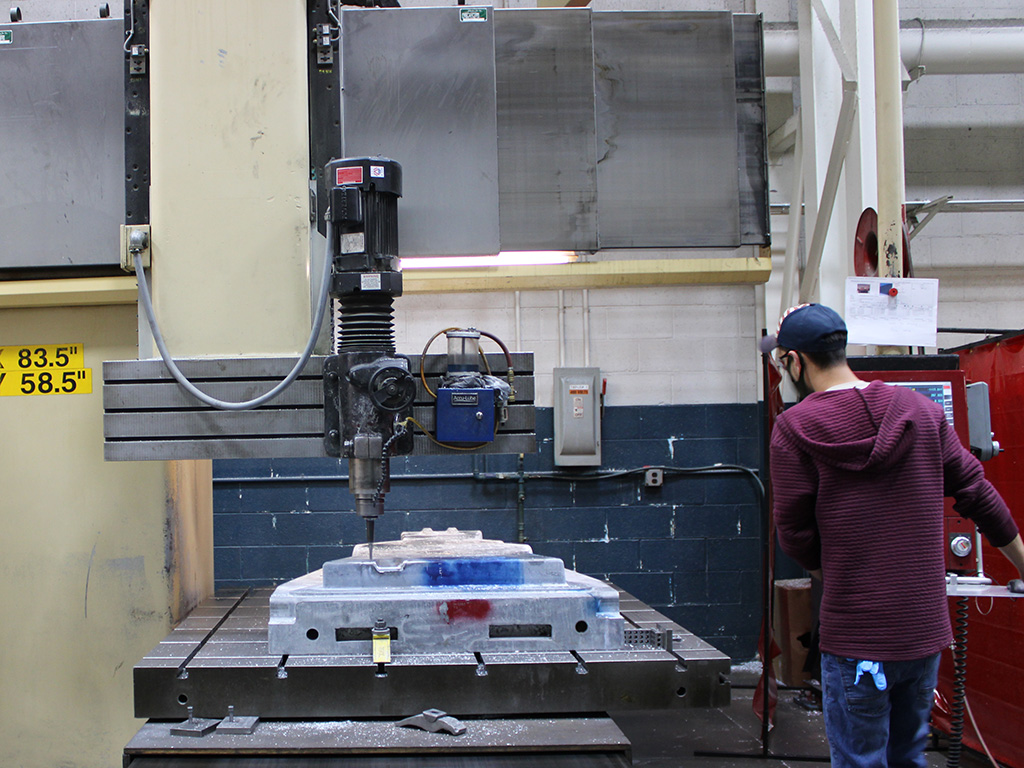
Once the casting has cooled, it goes to the CNC milling department. The base is ground or milled flat and the die details are machined to the exact specifications needed. After use, some dies are kept for future programs and some are melted, recycling the kirksite for new projects.
Our Environmentally Friendly Process

Safety is our top priority as well as our number one Company Value. This includes the safety of our employees and the Earth. We ensure our processes are as environmentally friendly as possible and that we are leaving the Earth cleaner than we found it. Our foundry tooling and kirksite process is unique and our Environmental Health and Safety team takes pride in the safety procedures we have incorporated into our process.
All of our patterns are made from recycled styrofoam that has previously been used in other processes, increasing our positive environmental impact. When making our molds, we utilize a hard set system that uses a clean cast, water based, biodegradable, non-VOC binding agent. All of these processes combined ensure we are using environmental friendly, high quality materials and processes while manufacturing your next program.